Чертеж установки для вырезания отверстий
Установка предназначенная для разметки и термической вырезки отверстий в корпусах аппаратов (обечайках)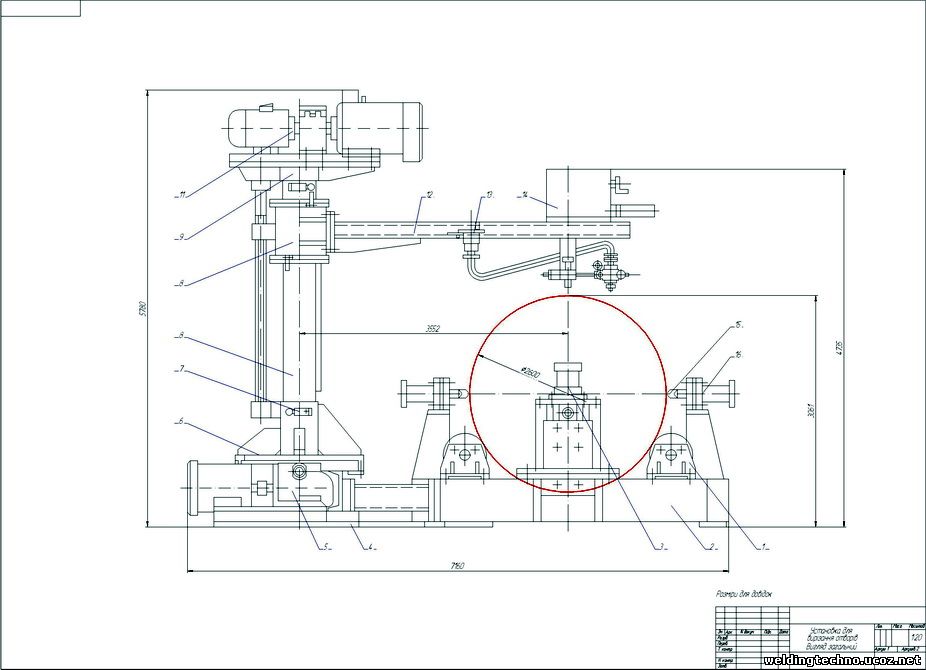
Установка состоит из роликоопоры 2, колонны 10, смонтированной на направляющих опорах 4, устройства 14 для вырезки отверстий, фиксатора 3 положения обечайки и подъемного роликового конвейера.
Роликоопора состоит из сварной рамы, на которой смонтированы четыре опорных ролика / и устройства 16 для разметки с кернерами 15. Число устройств для разметки соответствует чис-
лу отверстий в обечайках. Управление устройствами для разметки дистанционное.
Колонна состоит из стойки 8, каретки 9, консоли 12 и привода 11. Перемещение каретки с консолью осуществляется посредством передачи винт-гайка от привода 11, установленного в
верхней части колонны. На консоли колонны смонтированы устройство 14 для термической вырезки отверстий, газовый коллектор 13 с напорной арматурой и пульт управления.
Конструкция устройства для термической вырезки отверстий (описана ранее) обеспечивает перемещение резака по периметру вырезаемого отверстия (окружности) и возвратно-поступательное (вверх — вниз), поддерживая стабильное расстояние между
резаком и изделием.
Колонна, монтируемая на направляющих опорах, перемещается вдоль обечайки при помощи передачи винт-гайка приводом 5, установленным неподвижно на опоре.
Перемещение колонны и каретки с консолью ограничивается соответственно путевыми выключателями 6 и 7.
Установка работает следующим образом. Обечайка закатывается на подъемный роликовый конвейер, поднимается к фиксатору 3 положения, затем опускается на ролики роликоопоры
и фиксируется в этом положении. По команде с пульта управления все отверстия размечаются кернерами одновременно, после чего резаком, настроенным на требуемый диаметр, вырезается первое отверстие. Перед вырезкой остальных отверстий центроискатель устройства для вырезки совмещается с центром отверстия благодаря повороту обечайки на роликоопоре и перемещению колонны по направляющим опоры посредством привода 5. После вырезки всех отверстий обечайка высвобождается из фиксатора, роликовым конвейером поднимается над роликами, выкатывается из зоны роликоопоры, после чего роликовый конвейер с обечайкой опускается до нулевой отметки. Далее обработанная обечайка выкатывается с роликового конвейера, а на него закатывается следующая обечайка, подлежащая обработке, и процесс повторяется.
Применение подъемного роликового конвейера позволяет уменьшить вспомогательное время, а также уменьшить нагрузку на краны цеха.
Техническая характеристика установки для вырезки отверстий в обечайках
Размеры изделия, мм:
дйаметр...............................................1000
длина................................................... до 1 200
толщина стенки....................................6—12
Скорость перемещения колонны, м/мин.......0,3
Ход колонны, мм............................................ до 1200
Скорость перемещения консоли, м/мин.......................0,9
Вертикальный ход консоли, мм .................................до 1500
Частота вращения резака, мин-1................................. 0,033—2,500
Регулирование частоты вращения ..............................Бесступенчатое
Вертикальный ход резака, мм....................................... 0—100
Установленная мощность, кВт.......................................2,75
Габариты установки, мм:
длина............................................................2245
ширина.........................................................2120
высота..........................................................2390
Масса, кг ......................................................1400
_________________
Литература: Логанов Д.Т. Механизация котельно-заготовительного и сборочно-сварочного производств



0 Комментариев