СВАРКА МЕТОДОМ STT КОРНЕВОГО ШВА НЕПОВОРОТНЫХ СТЫКОВ ТРУБ
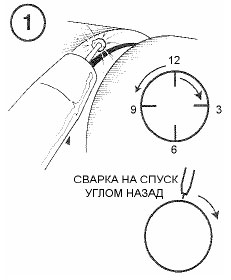
Сварка корневых швов труб традиционно является наиболее сложным этапом при сооружении трубопроводов. Этот этап предъявляет определенные требования к самому процессу сварки. Используя сварку STT, с ее возможностью управлять механизмом переноса и отличным контролем за формированием сварочной ванны, удается значительно облегчить выполнение корневого шва. Режимы сварки STT не являются столь критичными, как это наблюдается при обычной сварке в среде защитных газов, и находятся в широком диапазоне. Если при обычной сварке трубы, заданной марки и типоразмера, для получения качественного соединения используются конкретные значения напряжения дуги и скорости подачи сварочной проволоки (сварочного тока), то процесс STT имеет различные варианты режимов для этих целей. При сварке аппаратом Invertec STT II используется проволока большего диаметра по сравнению с той, которая применяется при аналогичных работах с источником, имеющем жесткую характеристику. При сварки труб процессом STT используется стандартная разделка кромок в соответствии со стандартом API. Однако, часто при использовании данной технологии устанавливается увеличенный зазор, составляющий 2,0 ÷ 2,5 мм. Процесс менее чувствителен к плохой сборке, чем обычные методы сварки. Вылет электрода составляет 9,5 ÷ 15,9 мм. Обычной ошибкой при сварке является слишком большой вылет. Для лучшего контроля за вылетом электрода необходимо, чтобы контактный наконечник выступал от торца сопла сварочной горелки на расстоянии 6,4 мм. ТЕХНИКА СВАРКИ Полуавтоматическая сварка STT корневого шва не поворотных стыков труб ведется на спуск. Процесс начинается в верхней части трубы в положении 12-ти часов. Возбуждение дуги производится на одной из кромок. Затем дуга переносится на противоположную кромку, формируя при этом сварочную ванну. На этом участке трубы сварка осуществляется с дугообразными колебаниями небольшой амплитуды. Дугу следует располагать внутри сварочной ванны в первой 1/4 или 1/3 от ее переднего фронта. Не располагайте дугу на передней кромке сварочной ванны. В позициях от 12-ти до 1-го часа сварка производится углом назад. При этом угол наклона электрода составляет 45 градусов. Совершая дугообразные колебания, не задерживайтесь на кромках трубы. Прямолинейные колебания с кромки на кромку приводят к увеличению проплавления. Кажется, что при расположении дуги в сварочной ванне, нельзя добиться необходимого проплавления, как это наблюдается при обычной полуавтоматической сварке в защитных газах, где увеличение проплавления происходит при размещении дуги на передней кромке ванны. Однако, при сварке STT большая глубина проплавления достигается, если дуга горит внутри сварочной ванны. С позиции 1-го часа амплитуду колебаний можно уменьшить и затем совсем прекратить их, продолжая двигаться вдоль стыка и располагая дугу внутри сварочной ванны в первой трети от ее переднего фронта. Угол наклона электрода на этом участке уменьшают на 10 градусов. В позиции 4:30-5:00 колебания можно возобновить и увеличить угол наклона электрода. Это зависит от зазора и притупления свариваемых кромок. При прекращении сварки прерывайте дугу на одной из кромок. По внешнему виду наплавленного валика можно судить о необходимости корректировки сварочных параметров. Существуют различные комбинации величин пикового и базового тока, которые позволят получить вам необходимую форму корневого шва. Увеличение разбрызгивания наблюдается при слишком низком значении пикового тока. ТЕХНИКА СВАРКИ КОРНЕВОГО ШВА НЕПОВОРОТНЫХ СТЫКОВ ТРУБОПРОВОДОВ При сборке соединения необходимо, чтобы начало и конец каждой прихватки были сошлифованы, для обеспечения плавного перехода от корневого шва к прихватке. Данный процесс не позволяет полностью проплавить прихватку.
|
ТЕХНИКА СВАРКИ КОРНЕВОГО ШВА НЕПОВОРОТНЫХ СТЫКОВ ТРУБОПРОВОДОВ |
|||||||||
| При сборке соединения необходимо, чтобы начало и конец каждой прихватки были сошлифованы, для обеспечения плавного перехода от корневого шва к прихватке. Данный процесс не позволяет полностью проплавить прихватку. | |||||||||
|
|
|
|
|||||||
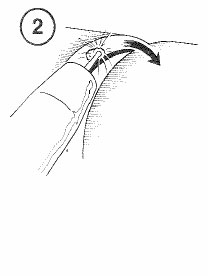
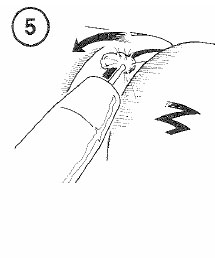
| Возбуждение дуги производится на кромке трубы. | После формирования сварочной ванны переместите ее с кромки на середину стыка, удерживая дугу в ее передней части. | ||||||||
|
|
|
|
|||||||
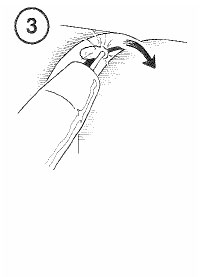
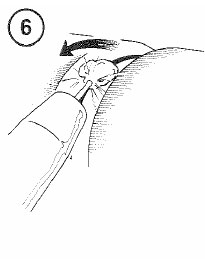
| Как только сварочная ванна пересекла зазор стыка перенесите ее на противоположную кромку. | Сварк углом незад на спуск производится с небольшими дугообразными колебаниями с кромки на кромку. | ||||||||
|
|
|
|
|||||||
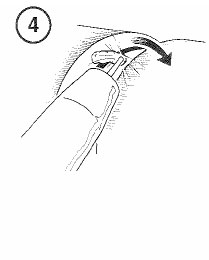
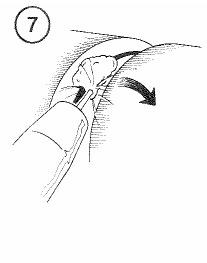
| С позиции 12 часов до 1-го часа сварка осуществляется с колебаниями. | В позиции 1-го часа колебания прекращаются. Располагая дугу в передней части сварочной ванны, с позиции 1-го часа до 5-ти сварку производят без колебаний. При необходимости с 5-ти до 6-ти часов колебания возобновляются. | В позициях с 5-ти - 6-ти часов сварочная горелка располагается перпендикулярно поверхности трубы. | |||||||
|
|
|
|
|||||||
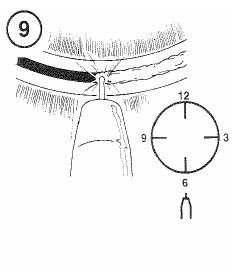
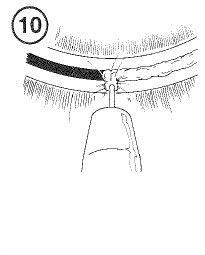
| В позиции 6-ти часов, прекращая процесс сварки, выведите дугу на одну из кромок и оборвите ее. Не останавливайте процесс на самом шве, т.к. это может привести к образованию поверхностной пористости | |||||||||
|
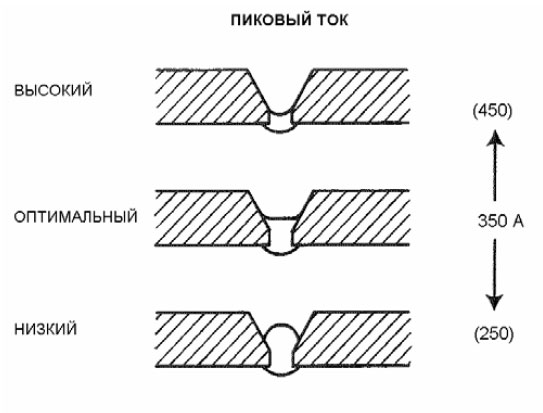
ВЛИЯНИЕ РАЗЛИЧНЫХ СВАРОЧНЫХ ПАРАМЕТРОВ ПРОЦЕССА STT НА ФОРМУ КОРНЕВОГО ШВА. |
|||||||||
| - При заданной скорости подачи сварочной проволоки форму корневого шва (наружный и обратный валик) можно независимо контролировать.
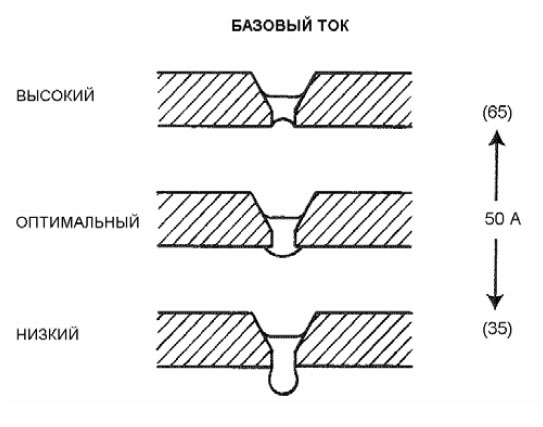
- Пиковый ток управляет длиной сварочной дуги, которая влияет на форму корневого шва. - Базовый ток регулирует общее тепловложение, которое влияет на форму обратного валика. - Регулировка длительности заднего фронта импульса ’’ TAILOUT ’’ - это дополнительная регулировка тепловыделений на дуге. В большинстве случаев при сварке корневых швов регулятор ’’TAILOUT’’ устанавливают в позицию ’’0’’. |
|||||||||
|
|
Типичные режимы сварки корневого шва для трубы с толщиной стенки 5/16’’ (7,9 мм) и более:
- Диаметр сварочной проволоки: 1,14 мм. - Тип сварочной проволоки: L-56. - Защитный газ: 100 % CO2 - Расход газа: 12 л/мин. - Скорость подачи: 140 дюймов /мин - Пиковый ток: 350 А. - Базовый ток: 50 А. - Величина TAIOUT: 0 - Зазор: 2,4 мм. - Притупление: 1,6 мм. |
||||||||
|
|
|||||||||
|
УСТАНОВКА ПРИХВАТОК |
|||||||||
| При установке прихватки возбуждение дуги производится на одной из кромок. Затем дуга переносится на противоположную кромку, формирую при этом сварочную ванну. Прихватка выполняются требуемой длины. Прерывание дуги должно обязательно производиться на одной из кромок, а не в зазоре.
Начало и конец каждой прихватки необходимо сошлифовать, чтобы обеспечить плавный переход от корневого шва к прихватке. Процесс STT не позволяет полностью проплавить прихватку. В процессе сварки корневого шва при заходе и выходе с прихватки колебания прекращаются, чтобы обеспечить хорошее сплавление. |
|||||||||
|
ОСНОВНЫЕ СВАРОЧНЫЕ ПАРАМЕТРЫ |
|||||||||
| - Скорость подачи сварочной проволоки - влияет на скорость наплавки. Более высокая скорость подачи предопределяет более высокую скорость сварки.
- Пиковый ток - управляет длиной дуги и формой наплавленного валика. Увеличение пикового тока приводит к увеличению длины дуги и формированию более плоской внешней поверхности шва. Высокие значения пикового тока могут привести к образованию вогнутой поверхности. Величина пикового тока обычно выше базового и лежит в диапазоне от 250 до 400 А. - Базовый ток - определяет общее тепловложение и форму обратного валика. Если базовый ток очень высокий, то в верхней части трубы будет наблюдаться чрезмерное проплавление, а в потолочном положении - провал. Значение базового тока ниже пикового и составляет 25 - 100 А. - Горячий старт - регулирует время действия стартового тока, превышающего на 25 - 50 % установленное значение, для облегчения зажигания и компенсации влияния на процесс холодной детали. Шкала регулятора стартового тока проградуирована до 10. Максимальное значение шкалы соответствует четырем секундам. - Длительность заднего фронта импульса - увеличивая длительность заднего фронта импульса увеличивает тепло вводимое в сварочную ванну без изменения длины дуги. Это особенно рекомендуется при сварке высоколегированными проволоками нержавеющих сталей. При увеличении данного параметра необходимо понизить базовый и/или пиковый ток, чтобы выдержать необходимую форму наплавленного валика. - Расход газа - расход газа в данном процессе обычно ниже, чем при обычной сварке в среде защитных газов, т.к. размер ванны меньше. Сварка STT относится к так называемым ’’холодным’’ процессам. Общее количество тепла выделяемое дугой значительно ниже, чем при обычной полуавтоматической сварке в среде защитных газов. Однако это не приводит к образованию таких дефектов, как несплавления, потому, что маленький размер сварочной ванны не позволяет ей убежать и она постоянного находится под контролем сварщика. Высокий расход газа может значительно охладить сварочную ванну. Обычно он составляет 12 л/мин. Расход газа увеличивают в том случае, если сварка происходит в полевых условиях при ветровых нагрузках или когда контактный наконечник выступает от торца сопла на расстоянии более 6,4 мм. |
|||||||||

0 Комментариев